
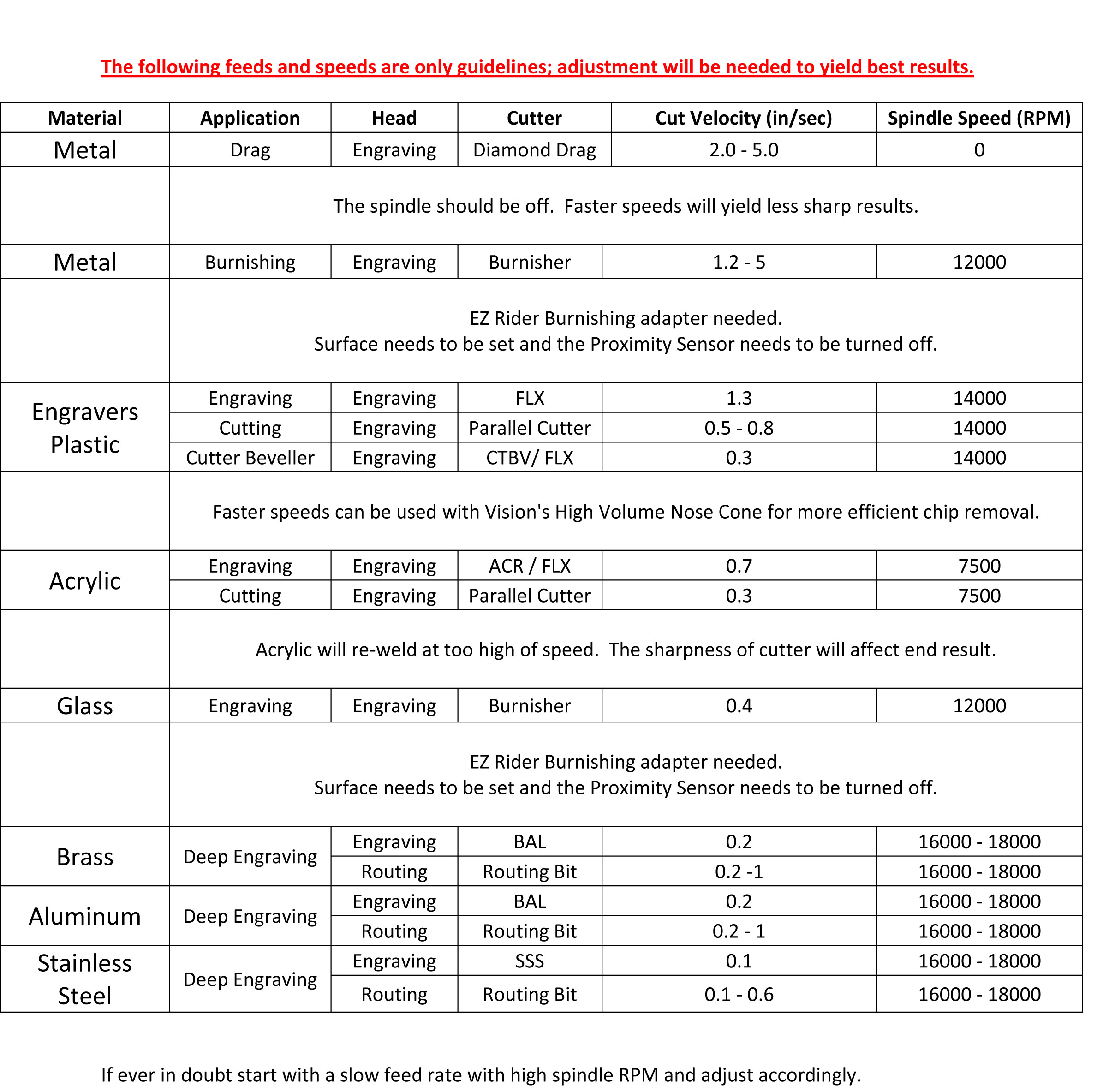
The best way to obtain cutting speeds and feeds is by contacting the tool or material manufacturer. Otherwise, determining the optimal cutting speed and feed rate requires some research and experience. Researching your cutter or material will ultimately yield a chip load or a SFPM (Surface Feet per Minute) value. These tool/material specific values can then be used in the equation found here to determine the speed and feed rates for your job.
Speeds and feeds are often adjusted based on chip shape and size or the cutting sound. For routing applications, one should start off using the recommended chip load and RPM for the material you are cutting, then increase the feed rate until the part finish starts to deteriorate. From this point, decrease the feed rate by 10%. Next decrease your RPM until your surface finish deteriorates, then increase your RPMs until the finish is acceptable. These steps will yield the optimal speed and feed rates and the largest chip possible. Take note of these values for future reference.
Factors that will affect your feed and speed values include:
- Hardness of the material – Wood is the perfect example of this variable. Engraving hard wood such as oak will require a slower feed rate than a soft wood, such as pine.
- Chip removal efficiency – A large nose cone and high volume vacuum will remove chips more efficiently, thus allowing for faster feed rates.
- Size and Type of Cutter – A fine tipped cutter is more fragile and will require conservative feed and speed rates.
- Required Accuracy / Detail of Job – products requiring fine detail or accuracy will require slower feed rates to account for tool deformation.
- Hold down method – The more securely a product is held down, the more aggressive the feed and speed rates can be.
- Depth of cut – Shallow cuts can be made with faster feed rates.
- Strength/Speed of Motor – The strength and speed of the machine’s engraving or routing motor will limit the materials and feed rates that can be used. Vision offers different routing motors to cover all your engraving/routing needs.
- The High-Frequency 50,000 RPM Engraving Spindle is perfect for deep engraving into metals. The high RPM allows cutters to stay sharp much longer for increased production, and allows for much faster speed in engraving.
- The 3.25 HP 18,000 RPM router motor on Vision’s CNC routers is perfect for routing applications in all materials.
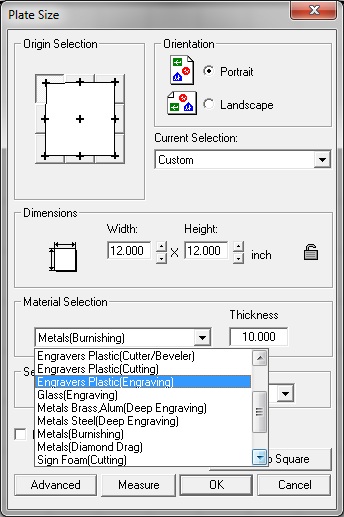
The Vision software has removed a lot of guess work for setting feed and speed rates for your project because the Vision software is preloaded with material/cutter specific feed and speed values. These feed and speed rates are automatically pre-loaded when you choose your material in the Material Selection drop down in the Plate Size popup when first opening the Vision program.
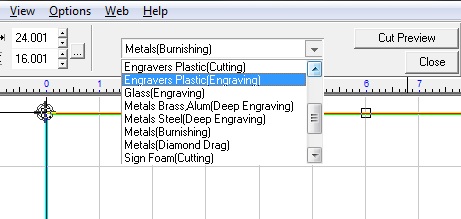
Your Material Selection may also be made at the drop down menu in the cut preview screen:
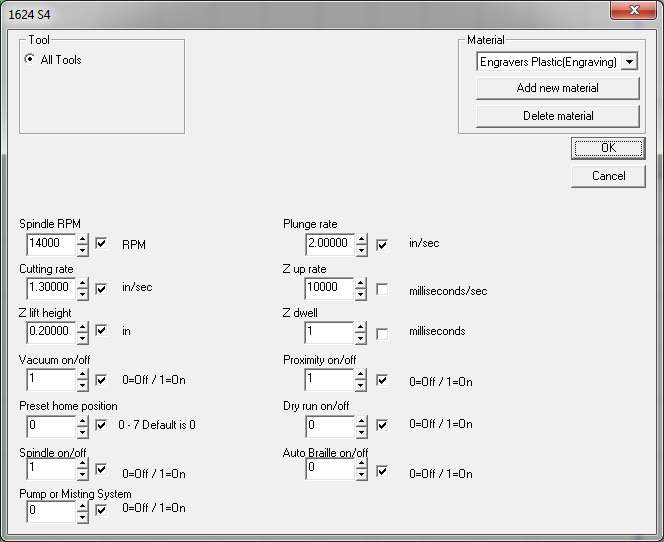
At the cut preview screen, the tool set up values can be viewed and/or revised.
The values given in the tool setup menu are only recommendations and are not fixed values. If you change a value in the menu it is recommended that you make note of the change. New materials and tool set ups can be saved with the [Add new material] button.
While the machine is running a job, the cutting rates can be dynamically controlled using Vision’s Series 4 Controller Pendant with the [XY SPD] and [RPM] buttons. The LCD screen will display the current Feed Rate and RPM. If changes are made, values should be recorded for future reference.
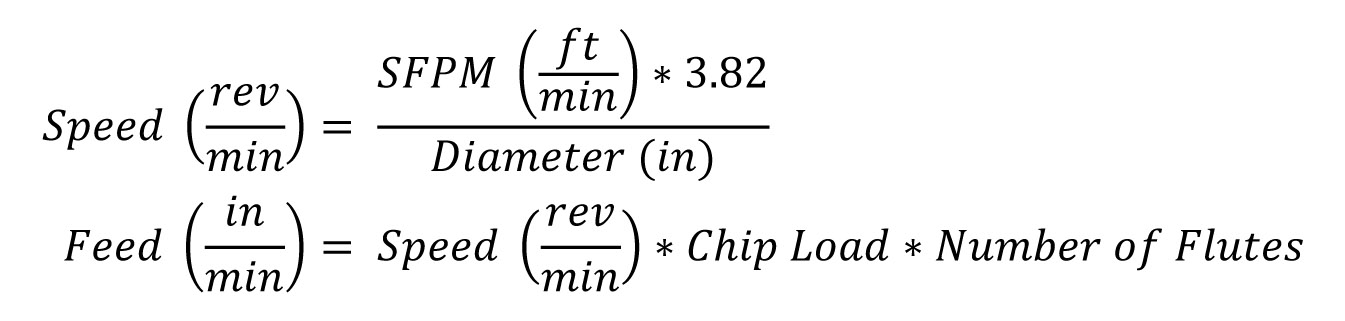
Speed equals the spindle speed in revolutions per minute (RPM).
SFPM equals the Surface Feet per Minute and is the speed at which the cutting edge of the tool moves past the material. This value is tool and material dependant.
Diameter is the tool diameter.
Feed equals the linear feed of the tool through the material.
Chip Load equals the amount of material each cutting edge of the tool removes per revolution. This value is tool dependant.